
















MVR steam compressor engineering is Steam digital compressor (intrusion engineering) mute. A evaporator is an energy-saving technology that reuse energy from the secondary steam itself to reduce the need for external energy.
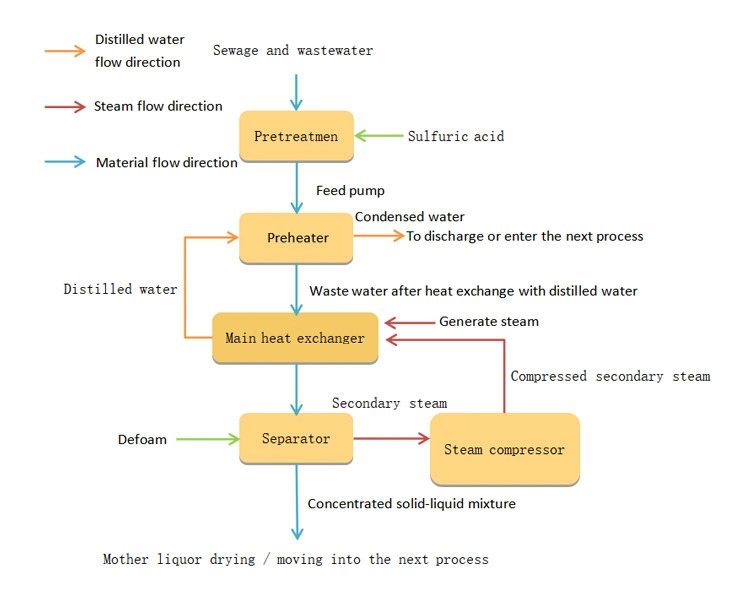
MVR evaporated by steam compressor (or fans) the secondary steam after evaporator and compressed to increase the value of atropy, enialpy increased after the secondary steam was sent into the heating room as a source of food heat again, The Heat stage converts to condenser water. The heating material is Enrich by steam and then end it released the system.
MVR evaporator evaporator, separator, compressor, vacuum pump, circulation pump, operation platform, electrical tools that control cabinets and valves, tubes and other systems.
1.mvr energy saving evaporator just need very low vapor, significantly reduce operation cost, reduce environmental pollution. No hot steam waste, energy-saving effect is very noticeable.
2. Because the steam compressor provide heat supply, compared to traditional evaporator, the temperature is much smaller, it can reach a gentle vapor, significantly improve the product quality, reduce soil.
3. the structure and process is very simple, fully automatic, can run continuously, safe and reliable.
4. fit with pipe cleaning CIP, you can clean, appliances are complete, no dead corner. No hot steam waste, energy-saving effect is very noticeable.
5. A single effect and many effectiveness of materials applicable, suitable for the use of MVR evaperator, in the excellent replaceable technology, and have better properties of the environment and energy saving.
MVR evaporating system is widely used in many industrial areas, especially in the necessary areas of evaporator process, effective starch and enrich energy. The specific applications include:
1. Chemical industry: in the chemical production, usually need to concentrate or extract pure solvents, the MVR evaporator technology can achieve these processes efficiently, while reducing energy consumption.
2. Environment: For high saline sewage, purification waste water treatment and environmental management problems, MVR evaporator technology provides an efficient solution. It can help to reduce the pollution and meet the environmental standards.
3. New energy industry: some production processes in the new energy industry, such as battery production, it also needs to use evaporator technology to recycle or clean the materials.
4. The food industry: in the food processing process, MVR evaporator can be used for liquids such as concentrated fruit juice, syrup, improve product concentration while retaining the original flavor.
5. charcoal chemical: tap chemical storage waste, steam MVR can efficient waste water treatment and recycling.
6. Electric Industry: such as waste disposer, MVR evaporator can help to reduce processing cost and improve the use of water cycle.
7. electroplate industry: waste water produced in electroplate process contains heavy metal and other harmful substances, the MVR evaporative technology can be used for toxic waste cleaning and recycling.
MVR steam evaporator system mechanical and compressed steam evaporator, its principle is by using steam compressor (or fans) the secondary steam after evaporator to increase the enthalpy value, enthalpy increases after the secondary steam is again into the heating as a source of heat for feed, its exothermic phase change becomes condensed water to be discharged. The heated material is evaporated and concentrated and then discharged from the system as the final product.

Wteya aims to digital and intelligent production to provide superior products and services to its customers. We not only provide a wide range of standard products which are seriously tested and stable performance to meet a wide range of industrial needs. We also provide custom service, as well as OEM and ODM services, professional design team provides proper solutions for customers to meet their unique needs. We will work closely with each customer to ensure that every device suits customer's process requirements and production process accurately. Wteya's one-stop service, innovative to create high-quality mechanical products and system solutions, professionally help customer deal with various water treatment problems.
|
MVR system parameter board |
|||||
|
Evaporator (T/h) |
Evaporative way to make |
Total energy (kW/h) |
Steam consumption (T/h) |
Reuse water consumption (T/h) |
Area of the (length, height/m) |
|
0.5 |
MVR, loop required |
70 |
0-0.03 |
10 |
6*3*5 |
|
1 |
MVR, loop required |
110 |
0-0.05 |
10 |
9*8*6 |
|
1.5 |
MVR, loop required |
180 |
0-0.05 |
20 |
12*7.5*9 |
|
2 |
MVR, loop required |
213.5 |
0-0.1 |
30 |
12*8*10 |
|
3 |
MVR, loop required |
275 |
0-0.1 |
50 |
15*8*15 |
|
5 |
MVR, loop required |
425 |
0-0.2 |
50 |
15*10*15 |
|
7.5 |
MVR, loop required |
580 |
0-0.3 |
70 |
15*12*15 |
|
10 |
MVR, loop required |
815 |
0-0.3 |
100 |
12*6*18 |
|
Temperature panel parameters |
|||||
|
Evaporator (T/h) |
Heat exchanger type |
Specification (specification) |
The material is material |
Qty of the quantity |
Used to have |
|
0.5 |
Two horizontal pipe, Circulation required round |
∅ = 50m ², galls 500 × 6000 × 5mm |
TA2 |
1 |
|
|
1 |
Two horizontal pipe, Circulation required round |
∅ = 100m ², Nils 650 × 6000 × 5mm |
TA2 |
1 |
|
|
1.5 |
Two horizontal pipe, Circulation required round |
∅ = 150m ², galls 800 × 6000 × 5mm |
TA2 |
1 |
|
|
2 |
Two horizontal pipe, Circulation required round |
∅ = 200m ², Nils 800 × 5mm |
TA2 |
1 |
|
|
3 |
Two horizontal pipe, Circulation required round |
∅ = 260m ², galls 1000 × 6000 × 5mm |
TA2 |
1 |
|
|
5 |
Two horizontal pipe, Circulation required round |
∅ = 450m ², Nils 1300 × 6000 × 6mm |
TA2 |
1 |
Others
Advanced Evaporation Technology for High-Efficiency Processing
The MVR Evaporator System uses cutting-edge technology to efficiently evaporate and concentrate liquids. Ideal for fruit juice production equipment and beverage manufacturing systems, this system delivers exceptional energy savings and production efficiency. Its ability to work seamlessly with fully automatic bottling machines enhances automation across the entire production line.
Seamless Integration with Beverage Filling Solutions
This system is designed to fit into high-capacity bottling lines, working alongside rotational filling technology and automatic packaging machinery to create a complete production line automation experience. It ensures uniform concentration, enhancing both product quality and shelf life.
Built for the Beverage Industry’s Strict Standards
From juice processing equipment to beverage filling solutions, the MVR Evaporator System meets international hygiene and food safety requirements. This advanced system supports smooth operation in modern beverage manufacturing systems, helping you meet high output demands while maintaining premium quality.
Supported by Chemical Water Treatment for Peak Performance
BOKAWATER complements its advanced equipment with tailored water treatment chemicals and comprehensive chemical water treatment plans. This ensures the evaporator operates at peak efficiency while minimizing scaling and downtime, protecting your investment.
Product Advantages
About BOKAWATER
BOKAWATER is a leading one-stop water treatment solutions provider, specializing in manufacturing reverse osmosis (RO) systems, RO membranes, FRP water tanks, bottling machines, blowing equipment, and a full range of essential water treatment components. With over 10 years of expertise, we have built a strong reputation for delivering innovative, high-quality, and cost-effective water treatment systems to customers worldwide. Why Choose Us
FAQ
1. Who are we? We are BOKAWATER, a leading water treatment solutions provider with over a decade of experience. Our expertise spans from reverse osmosis systems and RO membranes to bottling equipment and water treatment chemicals. We serve global customers across industries, providing customized solutions tailored to diverse applications.
2. How can we guarantee quality? Strict raw material sourcing to ensure high-performance components. Comprehensive inspection processes during manufacturing. Final product testing before delivery to ensure reliability. Compliance with international quality standards such as ISO and CE. Continuous technical innovation to enhance product performance.
3. What can you buy from us? Water treatment systems (RO systems, filtration units, softening systems) RO membranes and FRP water tanks Bottling machines and blowing equipment Water treatment chemicals Customized water treatment solutions for industries including food & beverage, pharmaceuticals, municipal water, and more.
4. Why should you buy from us not from other suppliers? Over 10 years of professional experience in the water treatment industry. Full one-stop supply chain, from equipment to consumables. High-quality products with affordable pricing. Customized solutions tailored to your water quality and application needs. Dedicated after-sales support ensuring long-term reliability.
5. What services can we provide? Technical consultation for system selection and design. Customization service to fit your site conditions and water quality. Installation guidance and technical training. Spare parts supply for ongoing maintenance. Remote troubleshooting and after-sales support. Send your message to us
|









